- Entry date 16.03.2026 Condition Monitoring – Special Offer for Wind Turbines GfM’s Peakanalyzer condition monitoring system has proven itself over many years in the monitoring...
-
Entry date 10.12.2025
Monitoring service for third-party systems using continuous online spectral analysis

-
Entry date 24.07.2025
Condition monitoring at HUSUM WIND 2025
-
Entry date 16.07.2025
Condition monitoring saves system operators a lot of money
-
Entry date 27.01.2025
Drum coupling monitoring - Automatic condition monitoring on cranes


-
WindEnergy Hamburg 2026
22.09.2026 - 25.09.2026
-
Maintenance München
08.10.2026
-
34th Wind Energy Days in Linstow
10.11.2026 - 12.11.2026
Mobile Drivetrain Diagnosis
It´s very simple: We come to you, install a few sensors at the drive and start data collection. The recorded signals were stored and afterwards, spectra and envelope spectra were formed. These spectra were analyzed with respect to irregularities. The results are summarized in a report.
Of course, you can also perform the data collection by yourself. For this, you need the up tp 12-channel data collector PeakStore.
The drive should have it´s normal operating temperature and run under representative conditions. During the data collection, the speed may vary, but it has to be measured. Instable speeds are no problem, because they are compensated by using the order analysis.
Process of Offline Vibration Diagnosis:
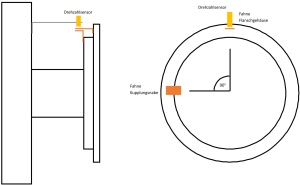
- mounting of acceleration sensors nearby the bearings by means of permanent magnets
- installation of a speed sensor at the high speed shaft
- start data collection
- data analysis in the GfM office and preparation of a diagnosis report
 If there is a damage on the bearing race, for example pitting, it will be overrun by the rolling elements over and over again. Every single overrolling produces a force peak.
If there is a damage on the bearing race, for example pitting, it will be overrun by the rolling elements over and over again. Every single overrolling produces a force peak.
In case of very little damages, which are in the early stage of their development, the emitted energy is low. It is not possible to identify them by hearing. Using acceleration sensors, it is possible to measure the emitted vibrations, reliably.
The proof of these low-energy force peaks is possible in the envelope spectra. In some cases, bearing damages could be identified more than twelve months before their final breakdown.
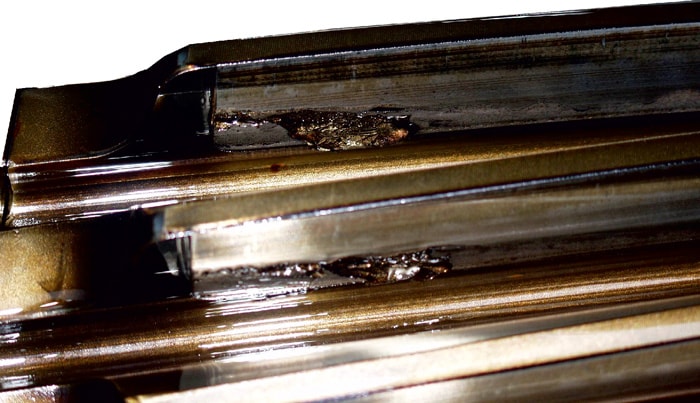 If a tooth is not fully loaded at one gear stage, the following tooth has to absorb the transmitted energy. A force pulse is generated. This is a local damage of the gearing. It can be detected in the spectra of the vibration signal.
If a tooth is not fully loaded at one gear stage, the following tooth has to absorb the transmitted energy. A force pulse is generated. This is a local damage of the gearing. It can be detected in the spectra of the vibration signal.
Also damages of the entire pinion or of the entire wheel are detectable, reliably.
Diagnosis Report
The diagnosis report contains all measurement results and all boundary conditions, as long as they are relevant for understanding. On the one hand, the diagnosis report gives an overview about the diagnosis results. On the other hand, the report is detailled enough, to form the basis for further questions.
The results are summarized in a table. We provide charts for every diagnosis result. So our customer is able to understand the background of the interpretation.
Of course, we also provide the digital raw data, because transparency is the basis of every honest business relationship.
Contents of the Diagnosis Report
- administrative information
- a short description of the initial situation, if it is relevant for understanding
- a formulated overall rating
- the diagnostic results in tabular form with recommendations for action
- spectra, that are relevant for understanding the results
- kinematic data in tabular form
Quality-Standards
The GfM focuses on machine diagnostic services based on internationally published knowledge as well as on its own further research results. The analysis of vibrations is based on extremely high-resolution time signals by frequency analysis and order analysis. Partially the diagnosis is automated by applying the significance analysis. 
Partly the machine diagnosis is written down in standards. These essentially include:
-
DIN ISO 10816
-
ISO 2954
-
DIN ISO 3945
-
DIN 3979
-
DIN ISO 5348
-
DIN ISO 7919
-
DIN ISO 10817
-
ISO 13372
-
DIN ISO 13373
-
ISO 13379
-
ISO 15243
-
DIN ISO 21940
-
DIN 45661
-
DIN 45662
-
DIN EN 60034
-
VDI 3832
-
VDI 3834
-
VDI 3839
-
VDI 3841
-
VDI 4550
GfM is guided by these standards or technically better procedures. All diagnosticians of the GfM fulfill the requirements according to DIN 18436 category III. In addition, GfM is certified according to DIN ISO 9001. The online systems of GfM are tested according to AZT requirements for CMS for windturbines 2003.