- Entry date 16.03.2026 Condition Monitoring – Special Offer for Wind Turbines GfM’s Peakanalyzer condition monitoring system has proven itself over many years in the monitoring...
-
Entry date 10.12.2025
Monitoring service for third-party systems using continuous online spectral analysis

-
Entry date 24.07.2025
Condition monitoring at HUSUM WIND 2025
-
Entry date 16.07.2025
Condition monitoring saves system operators a lot of money
-
Entry date 27.01.2025
Drum coupling monitoring - Automatic condition monitoring on cranes


-
WindEnergy Hamburg 2026
22.09.2026 - 25.09.2026
-
Maintenance München
08.10.2026
-
34th Wind Energy Days in Linstow
10.11.2026 - 12.11.2026
Machine tools
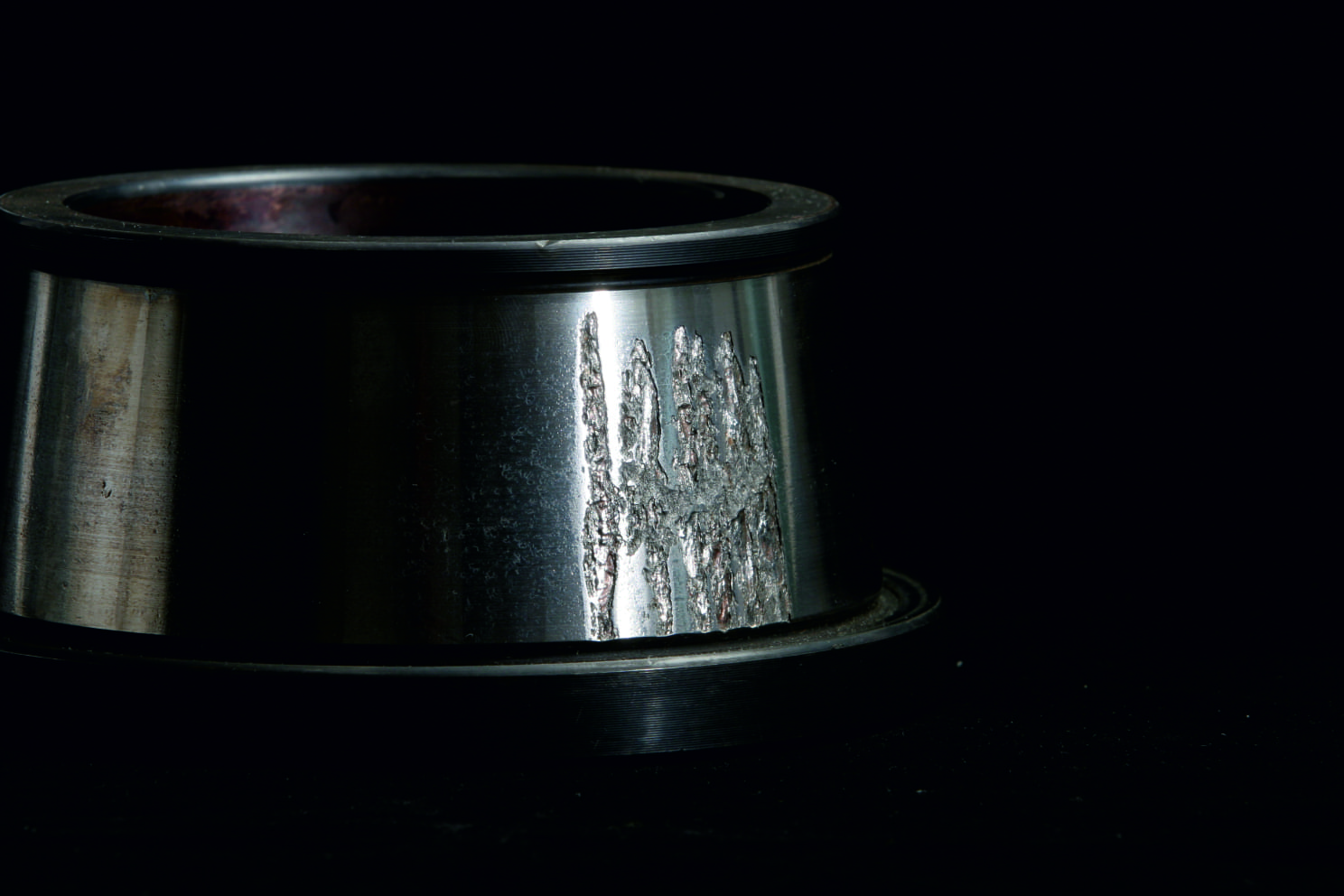
Spindles in machine tools have in operation mostly very high speeds. Noise from cutting and grinding processes are superimposed on the relatively low-energy noise emissions from rolling bearing damages. And roller bearings are sometimes preloaded. All this is an obstacle for the classic machine diagnostics.
Machine tool spindles with rolling bearings are monitored by the Peakanalyzer to the emergence of abnormal operating conditions. Abnormal operating conditions can result from mechanical surface irregularities or deficient lubrication.
The diagnostic procedure with Peakanalyzer
The diagnostic principle is two-tiered and consists of the obligatory trend monitoring of vibration parameters and optionally of the analysis of kinematic damage frequencies.
First permissible reference values have to be learned on the undamaged engine. In monitor mode, the Peakanalyzer now compares the actual measurement with the reference measurements. It signals possible deviations that may be an indication of an irregularity. Signaling takes place via a digital output and if required via Profibus. The visualization can be done via a signal lamp. The smallest of guaranteed response time between changes in the vibration and message is 1.5 seconds.
Trend monitoring
To ensure the comparability of measurements, a classification is carried out. As class parameters the speed and, if required, additionally up to 12 other process variables are used. The measurements are then compared with reference measurements of the same class. If a new class is detected to which no reference measurements exist, the first measurements are used for generating reference values. In this case a no damage state is assumed.
This trend monitoring of vibrationcharacteristics may follow a fully automatic analysis of kinematic damage frequencies. This is somewhat more complex and will work for all machine elements which are kinematically clearly describable and of which kinematic data are stored in the Peakanalyzer. First order spectra and envelope curve order spectra are calculated. In these significant spectral components are searched. These significant spectral components are finally checked on kinematic damage patterns. If they match, an alarm is generated.
Optionally, a control panel can be installed in order to start the measurement only at certain times.
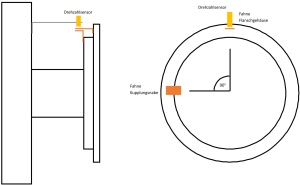
Sensors for monitoring
Sensors have to be installed via adhesive, screw or magnetic connection acoustically close to the drive elements to be monitored and need to be connected electrically with the Peakanalyzer. Also the operating unit has to be connected with the Peakanalyzer. The Peakanalyzer is configured using the software Peakanalyzer Manager. The software Peakanalyzer Manager makes it possible to analyse all spectra, envelope spectra, order spectra and envelope curve manually. In addition there are a number of analysis tools available.